 English
English Spanish
Spanish French
French German
German Italian
Italian Chinese (Simplified)
Chinese (Simplified) Japanese
Japanese Korean
Korean Arabic
Arabic Portuguese
Portuguese


 Send Inquiry
Send InquiryRemote Field Eddy Current Testing of Heat Exchanger Tubes
Remote Field Eddy Current Testing of Heat Exchanger Tubes Specification
- Frequency
- 10 Hz to 50 kHz (test selectable)
- Voltage
- Input 110-240V AC, 50/60Hz
- Size
- Suitable for tube inner diameters 12mm to 50mm
- Driven Type
- Electric, automated probe drive
- Interface
- USB, Ethernet, wireless data transmission
- Temperature
- Operating range 0C to 50C
- Measuring Range
- Tube lengths up to 30 meters
- Power
- 60W
- Material
- Non-ferromagnetic alloys, stainless steel compatible
- Display
- Color LCD digital display, real-time flaw imaging
- Weight
- Portable probe unit approx. 1.5 kg
- Usage & Applications
- Detection of corrosion, wall loss, pitting in heat exchanger tubes
- Cable Length
- Standard 15m probe cable, extendable up to 30m
- Environmental Protection
- IP54 rated for dust and water splashes
- Calibration
- Automatic and manual calibration modes
- Resolution
- High sensitivity to wall thickness changes of 0.1 mm
- Software
- Comprehensive analysis software with reporting generation
- Detection Capabilities
- Detects through-wall defects, ID/OD pitting, baffle cuts
- Alarm System
- Audio-visual alarms for flaw detection
- Probe Type
- Remote field eddy current probe with interchangeable coil sets
- Accessories Included
- Probe adapters, calibration tubes, carrying case
- Scan Speed
- Up to 1 meter per minute automatic scanning
- Compliance
- ASTM E2096 standard, CE certified
- Data Storage
- Internal memory and external USB support
Remote Field Eddy Current Testing of Heat Exchanger Tubes Trade Information
- Payment Terms
- Cash Against Delivery (CAD), Cash on Delivery (COD), Cash in Advance (CID), Cheque, Cash Advance (CA)
- Sample Available
- Yes
- Main Export Market(s)
- Middle East, Africa, Asia
- Main Domestic Market
- North India
- Certifications
- ASNT, ISO, NABL, etc.
About Remote Field Eddy Current Testing of Heat Exchanger Tubes
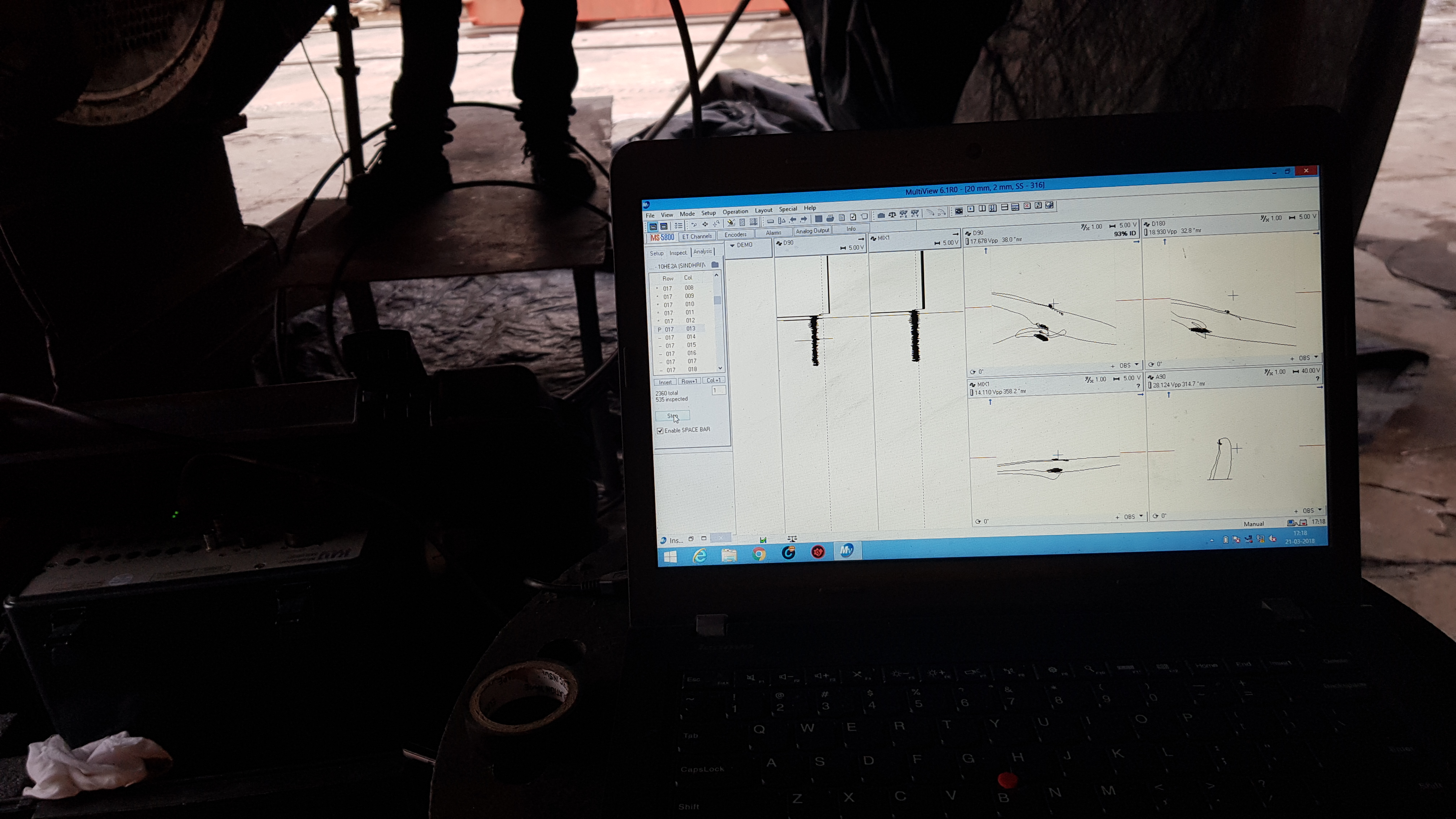
REMOTE-FIELDEDDY CURRENT (RFEC) TESTING is a non destructive examination technique suitablefor the examination of conducting tubular goods using a probe from the inner surface. Because of the RFEC effect, the technique provides what is, in effect,a through-wall examination using only the interior probe. Although thetechnique is applicable to any conducting tubular material, it has been primarily applied to ferro magnetics because conventional eddy current testing techniquesare not suitable for detecting opposite-wall defects in such material unlessthe material can be magnetically saturated. In this case, corrosion/erosion wall thinning and pitting as well as cracking are the flaws of interest. One advantage of RFEC inspection for either ferromagnetic or non ferro magneticmaterial inspection is that the probe can be made more flexible than saturation eddy current or magnetic probes, thus facilitating the examination of tubes with bends or diameter changes. Another advantage of RFEC inspection is that itis approximately equal (within a factor of 2) in sensitivity to axially and circumferentially oriented flaws in ferromagnetic material. The major disadvantage of RFEC inspection is that, when applied to non ferromagnetic material, it isnot generally as sensitive or accurate as traditional eddy current testing techniques.
AtITE, we use Olympus MS 5800 for Remote Field Electromagnetic Testing in various components like Heat Exchangers, Reactors, Condensers, etc. All those tubeswhich are ferromagnetic in nature like made from the alloys of Steel, Nickel,etc. are tested. We have a formidable customer base for RFET like IOCL, NFL,JLSL, etc. to name a few.
Areas Served :- Delhi, Uttar Pradesh, Haryana, Punjab, Maharashtra, Bihar, Rajasthan, Himachal Pradesh, Uttarakhand, Madhya Pradesh, Jammu & Kashmir, Gujarat, Sikkim, Arunachal Pradesh, Greater Noida, Ghaziabad, Noida, Nepal, Entire North India and South India, United Arab Emirates, Dubai, Qatar, Saudi Arabia, Africa, Egypt, Bahrain, Oman, etc.
High-Resolution Flaw Detection
The remote field probe delivers outstanding sensitivity for distinguishing wall thickness changes as minute as 0.1 mm. Capable of reliably detecting through-wall flaws, pitting on both inner and outer diameters, and baffle cuts, this instrument ensures comprehensive integrity assessment for heat exchanger tubes. Each scan offers the clarity required for critical inspections, supporting robust maintenance decisions.
Compatible and User-Friendly Design
Designed for heat exchanger tubes with internal diameters between 12 mm and 50 mm, the RFET systems modular probe with interchangeable coil sets adapts quickly to various tube sizes. The instrument is portable, weighing just 1.5 kg, with a standard 15 m cable extendable to 30 m, enabling easy maneuverability in field environments. Accessories like adapters and calibration tubes enhance its usability.
Intelligent Data Analysis and Reporting
Advanced software supports real-time flaw imaging, automated and manual calibration, and detailed reporting. Store scan data internally or export via USB, Ethernet, or wireless connections. The system simplifies analysis, increases documentation efficiency, and provides alarms for immediate flaw notification, empowering teams to respond swiftly to inspection findings.
FAQs of Remote Field Eddy Current Testing of Heat Exchanger Tubes:
Q: How does the RFET probe detect flaws in heat exchanger tubes?
A: The remote field eddy current probe uses electromagnetic principles to sense variations in wall thickness and material properties. High-sensitivity coils detect changes as small as 0.1 mm, allowing identification of corrosion, wall loss, ID/OD pitting, and through-wall defects within tubes.Q: What types of tubes and materials are compatible with this system?
A: This system is compatible with non-ferromagnetic alloy and stainless steel heat exchanger tubes, accommodating inner diameters from 12 mm to 50 mm and lengths up to 30 meters. Its interchangeable coil sets and adjustable cable length ensure adaptability for various inspection needs.Q: When and where should remote field eddy current testing be applied?
A: RFET is ideal during routine maintenance, commissioning, and outage inspections at power plants, refineries, petrochemical plants, or any facility utilizing heat exchanger tubes made of compatible materials. Use it whenever early detection of flaws or corrosion is crucial for operational safety and efficiency.Q: What is the process for conducting an RFET inspection?
A: First, select and attach the suitable coil set for the tube size. Calibrate the system (either automatically or manually), insert the probe into the tube, and initiate automated scanning at up to 1 meter per minute. The system captures and displays real-time flaw imagery, triggers audio-visual alarms upon flaw detection, and stores the inspection data for analysis and reporting.Q: How is the data managed and reported after an inspection?
A: Inspection data is stored internally and can be exported via USB, Ethernet, or wirelessly. The comprehensive analysis software enables real-time flaw imaging, automatic report generation, and easy documentation, ensuring traceability and quick dissemination of inspection results.Q: What are the main benefits of using this RFET solution?
A: Key benefits include high-resolution flaw detection, rapid and efficient scanning, comprehensive data management, compliance with ASTM E2096 and CE standards, portability, and suitability for harsh environments (IP54). This enables proactive maintenance and reduced downtime.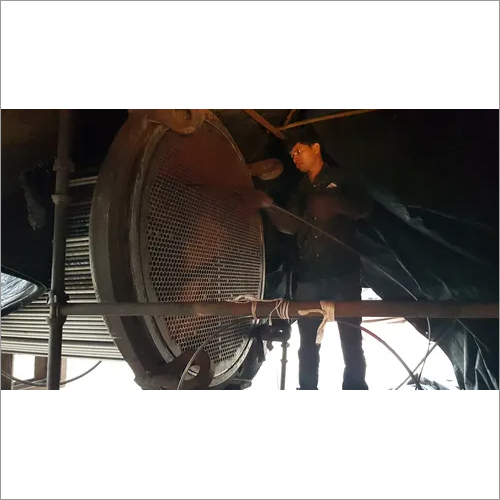

Price:
- 50
- 100
- 200
- 250
- 500
- 1000+

More Products in Advanced Non Destructive Testing Category
Helium Leak Testing
Frequency : 50/60 Hz
Voltage : 110240 V AC
Size : Customizable or standard depending on application
Driven Type : Electric
Temperature : Operating range: 0C to 50C
Interface : Digital and analog output interfaces, RS232/RS485, USB

Online Condenser Helium Leak Testing
Frequency : 50/60 Hz
Voltage : 220240V AC
Size : Custom / As per requirement
Driven Type : Electric
Temperature : Operating range: 10C to 50C
Interface : Digital Interface with alarm system

Oxide Scale Measurement of for boiler tubes
Frequency : 50/60 Hz (for AC powered models)
Voltage : AC 220V 10% / 50Hz or internal rechargeable Liion battery
Size : Customizable (commonly 860 mm diameter tubes)
Driven Type : Microprocessor based electronic
Temperature : Measuring capacity up to 600C (device operating range 050C)
Interface : Digital with USB or serial output (RS232/RS485 options)
Eddy Current Testing of Heat Exchanger Tubes (ECT)
Frequency : 10 Hz to 10 MHz adjustable
Voltage : 110V/220V AC, 5060 Hz
Size : Any tube OD, typically 6mm to 50mm
Driven Type : Electrically operated
Temperature : Operating range: 0C to 50C
Interface : USB, Ethernet, RS232


Contact Details
AN NABL Accredited Lab For Mechanical & Chemical Testing Of Metals
ITE Lab Division
Barola, Sector - 49 Noida, Uttar Pradesh - 201301
Industrial Facility Address :
Inspection & Testing Engineers
F-22 & F-23, Site - C, UPSIDC, Surajpur Industrial Area, Surajpur, Greater Noida, Uttar Pradesh

 |
INSPECTION & TESTING ENGINEERS
All Rights Reserved.(Terms of Use) Developed and Managed by Infocom Network Private Limited. |
